
 当前位置:
当前位置: 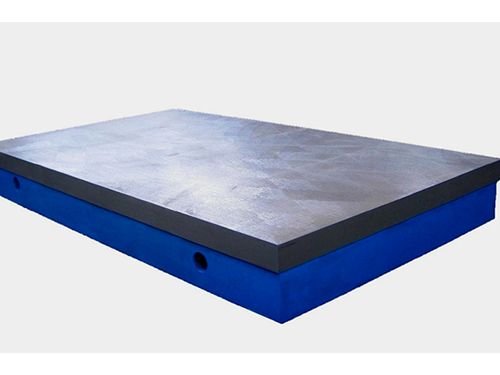



铸铁平板的刮研技术分析及检测法
1、粗刮:若平板表面比较粗糙、加工痕迹较深或表面严锈、不平或扭曲、刮削余量在0.005mm以上时,应先粗刮。粗刮的特点是采用长刮刀,行程教长(10mm~15mm之间),刀痕较宽(10mm),刮刀痕迹顺向,成片不重复。铸铁平板机械加工的刀痕挂除后,即可研点,并按显出的高点刮削。
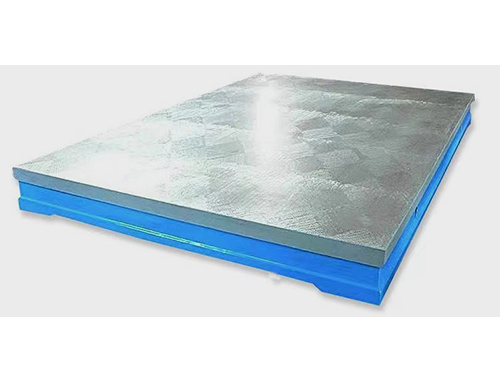
2、细刮:细刮就是将粗刮后的高点刮去,其特点是采用短刮法(刀痕宽约6mm,长5mm~10mm),研点分散快。细刮时要朝着方向刮,刮完一遍,刮遍时要成45度或60度方向交叉刮出网纹。当平均研点每25㎡×25㎡上为10~14点时,即可结束细刮。
3、精刮:在细刮的基础上进行精刮,采用小刮刀或带圆弧的精刮刀,刀痕宽约4mm,平均研点每25㎡×25㎡上应为20~25点,
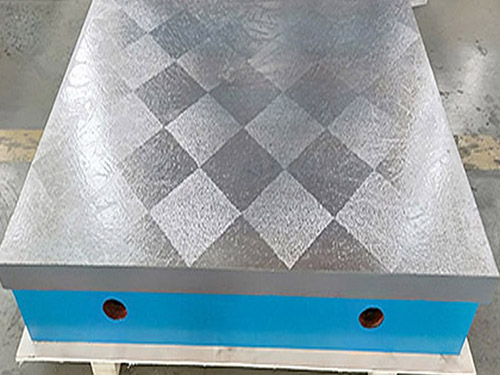
4、刮花:刮花的作用一是美观,二是有积存润滑油的功能。一般常见的花纹有:斜花纹、燕形花纹和鱼鳞花纹等。
铸铁平板平面研磨:平板在很早的时候,人们利用三块平板相互匹配以产生真平平面。一个熟练而又有耐心的磨石师傅可以不藉助任何量测仪器,而仅利用三平板相互匹配的方式,做多次90度之旋转,即可产生令人难以相信的真平程度。
铸铁平板平面度:
1、A:其平面度(μm)=1+1.6D2(D为平板对角线长或直径),用于高度之测定之用,常用于实验室。
2、:其平面度为A之两倍误差,常用于工具检验室作量具之检验之用。
3、B级:其平面度为A之四倍误差,常用于工具检验室或在现场检验量具或划线之用。
铸铁平板检测法:节距法
所谓节距法是使用桥板对被测面进行分段,由仪器读取各段前后两点测量线相对于标准直钱的倾斜角或高度差值,通过数据处理直线度、平面度误差值的一种间接测量方法。
铸铁平板的选料配比要严格按照材质牌号配料‘铸铁平板的造型可选用消失模,木模,模具要给加工留有充足的加工量,以加工后铸铁平板平整度的需求;烧铸时要实时检测铁水的温度,并通气孔的,防止铸件的气孔砂眼出现。
安装铸铁平板从锻造毛坯到成品使用要经由多次的吊装和运输,安装平板的周围都设计了吊装口,吊装安装平板时要按工序要求操纵,才可以调运。这样才可以安装平板,使用时安装平板不会泛起题目。安装平板在吊装过程中要考虑有可能泛起的一些意想不到的情况会发生,提前作好预备,安装平板的成品重量有的可以达到50吨,所以吊装是安装铸铁平板可以放心使用的一个不可忽视的环节。
铸铁平板的安装及使用:铸铁平板工作面上不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各铸造表面应型砂,且表面平整涂漆牢固,各税边应修钝。在铸铁平板平板的相对两侧面上,应有安装手柄或吊装位置的设置螺纹孔或圆柱孔。设置吊装位置时应考虑尽量减少因吊装而引起的变形。铸铁平板平板工作面上不应有锈迹划痕碰伤及其他影响使用的外观缺陷。铸铁平板主要适用于跟中检验的任务,是在机械的制造中,的一种基本的工具。铸铁平板是一种量具,主要原理是应用的是游标读数。多用来对一些零件的内外径,还有长度宽度等进行测量,同时也能测量两件的高度与等,可以说,铸铁平板的应用时非常的。铸铁平板需要进行热处理,因为它是一种大型铸件要经过热处理才能提高本身的使用价值。
