
 当前位置:
当前位置: 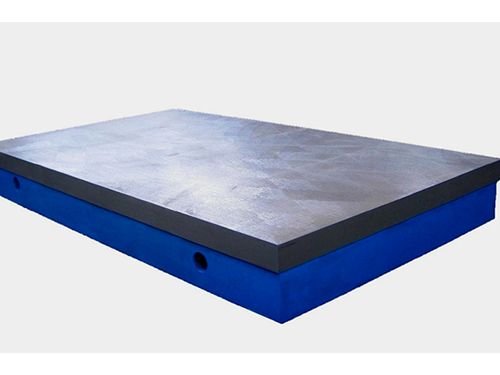



划线平台生产工序要严格按照标准执行,检验标准采用《中华人民共和国机械行业标准》JB/T7974—1999。检验一般分为铸铁平板毛坯检验、机加工检验和成品检验两次,铸铁平板的毛坯主要检验外观规格是否可以达到技术要求,和毛坯有没有内部缺陷;铸铁平板的机械加工检验主要是检验铸铁平板有没有沙孔、气孔、裂纹、夹沙、缩松和加工误差等;铸铁平板的成品检验主要是检验铸铁平板的平面度和外观及其规格是否可以达到使用要求。
先是划线平台模样是铸造生产划线平台主要的工艺装备,也是铸造生产的首道工序,在几何尺寸的同时。也要考虑生产规模及使用方便性。在制作过程中首先要考虑的是划线平台工艺结构和性能。一方面提高生产率,另一方面要质量。在使用过程中要划线平台模样的完整性,无缺陷使用。如果有缺陷要经过修理后才能够使用。
划线平台生产过程是指从原材料(或半成品)制成产品的全部过程。对机器生产而言包括原材料的运输和保存,生产的准备,毛坯的制造,零件的加工和热处理,产品的装配、及调试,油漆和包装等内容。生产过程的内容,现代企业用系统工程学的原理和方法组织生产和指导生产,将生产过程看成是一个具有输入和输出的生产系统。能使企业的管理化,使企业具应变力和竞争力。
在生产过程中,直接改变铸铁平板原材料(或毛坯)形状、尺寸和性能,使之变为成品的过程,称为工艺过程。它是生产过程的主要部分。
例如毛坯的铸造、锻造和焊接;改变材料性能的热处理;零件的机械加工等,都属于工艺过程。工艺过程又是由一个或若干个顺序排列的工序组成的。
划线平台工序是工艺过程的基本组成单位。所谓工序是指在一个工作地点,对一个或一组工件所连续完成的那部分工艺过程。构成一个工序的主要特点是不改变加工对象、设备和操作者,而且工序的内容是连续完成的。
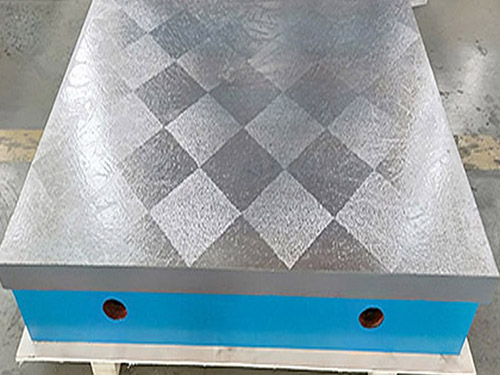
划线平板铸造毛坯后,要对铸件进行的清砂处理。清砂形式有人工清砂及抛丸清砂。人工清砂费用低,有些局部处理的不是很干净。而抛丸清砂则相反,费用高,划线平台表面清理的非常干净。
划线平板进行抛丸清理的理想温度是接近环境温度,但每家铸造厂的冷却时间不尽相同,因此划线平台铸件进入抛丸室的温度差别也很大。因此抛丸机在设计时,应考虑到用户生产可能的高温度,假设客户需要对如此端高温的铸件进行清理,设计的抛丸机就符合这样的要求,如此才能减少日后的维修,停机和其他包括操作隐患等问题。
划线平板主要用于机械、机床制造、电子、电力等20多种行业,其中以重工业使用为普遍,占总产量的。近年来,由于一些民营企业的加入,给划线平板的产量明显增加,使划线平板的使用在小企业的占有比例上有了一些变化,由于社会的发展,电子行业也在加入使用划线平板的大军队伍。
划线平板在使用时要行安装调试。然后才可以使用。在没有安装调试合格的划线平板上工作是没有意义的工作,非人员的安装调试划线平板是违规的操作,有可能损坏划线平板的结构,甚至会造成划线平板变形,使之损坏,无法使用。所以使用前,我们要有的工作人员进行划线平板的安装调试,非人员的安装调试是违规的操作,要不可以采用。
划线平板在安装调试后,把划线平板的工作面擦拭干净,在确认没有问题的情况下使用,使用过程中,要注意避免工件和划线平板的工作面有过激的碰撞,防止损坏划线平板的工作面;工件的重量不可以超过划线平板的额定载荷,否则会造成工作质量降低,还有可能损坏划线平板的结构,甚至会造成划线平板变形,使之损坏,无法使用。
铸铁平板又称铸铁平台,外观基本上是箱体式[1],工作面有长方形、正方形或圆形,材料为HT200-300,QT400-600,采用刮研工艺,工作面上可加工V形、T形、U形槽、燕尾槽、圆孔、长孔等,是用于工件、设备检测、划线、装配、焊接、组装、铆焊的平面基准量具。
铸铁平板按结构分为筋板式和箱体式;按用途分为检验平板、划线平板和压砂平板;按准确度级别分为00、0、1、2、3级平板,其中2级以上为检验平板,3级为划线平板。
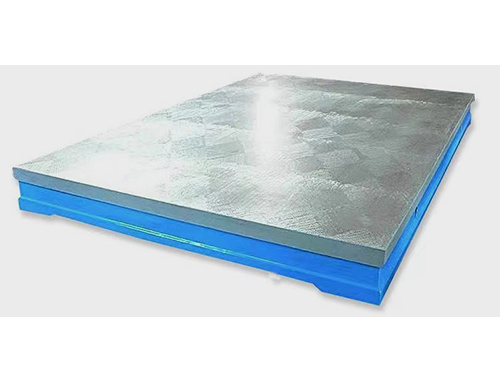
铸铁平板的整体规格为4米×8米,大于此规格可以多块拼接,使用磨损后,可以重新修刮恢复其精度,可用涂色法检验零件平面度,具有准确、直观、方便的优点。在经过刮研的铸铁平板上推动表座、工件比较顺畅,无发涩感觉,方便了测量,了测量准确度。
铸铁平板的铸铁质量和热处理质量对平板使用性能产生较大影响,或因残存较大内应力使工作面变形;或因不损使精度不能保持;或因刮削困难得不到数值小的粗糙度。因此使用铸铁平板要注意铸铁材料的选择,采用时效处理等方法铸铁平板的残余应力。
